材料的板厚及折彎的內側半徑決定後,請參閱下表。
注:下表所示為一般板厚所對應的模具V槽寬度。
| T | 0.5-2.6 | 3.0-8 | 9-10 | 12以上 |
| V | 6t | 8t | 10t | 12t |

t板材料厚度(抗拉強度)Φ=45-50kg/mm
p每米所需壓力(Ton/m)
R折彎內側半徑
b最段邊長度
v 下模v槽的寬度
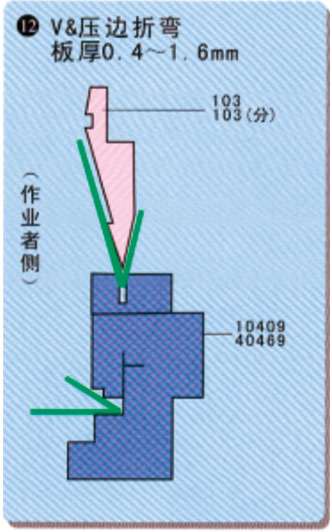
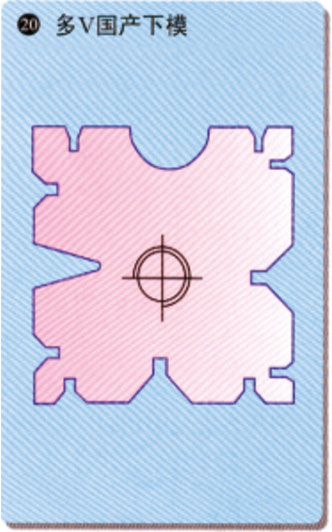
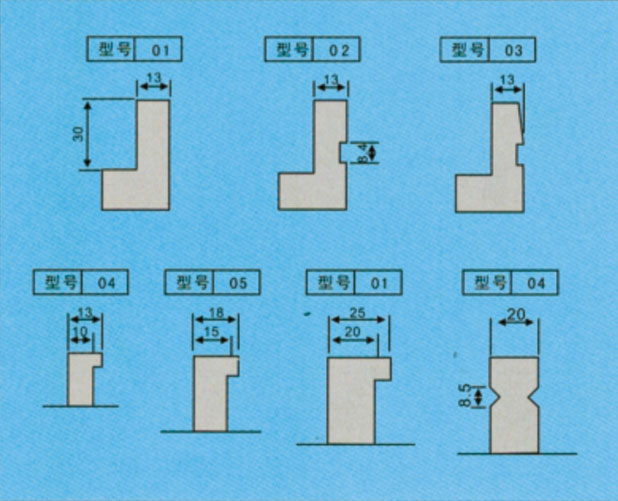
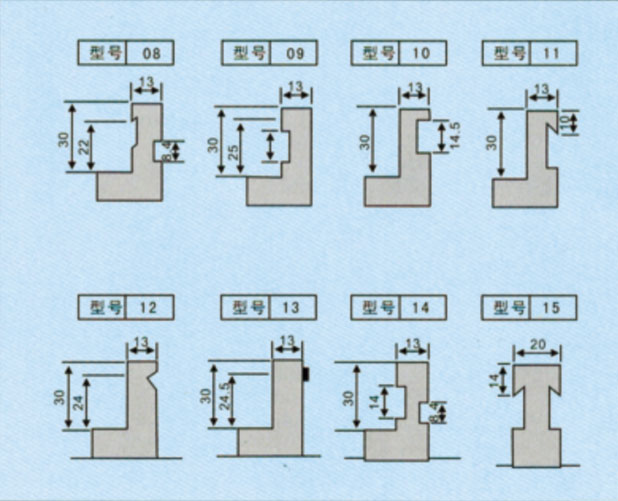
判斷需要斷差模具計算公式
E+ IR+ T+ A< H
E∶該板厚的展開係數
IR∶ 折彎內R
T∶板厚
A∶v槽中心到下模邊緣距離
H∶段差總高度
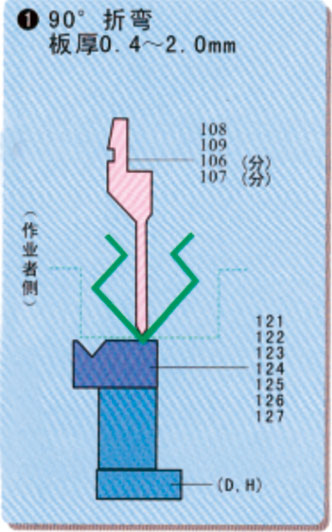
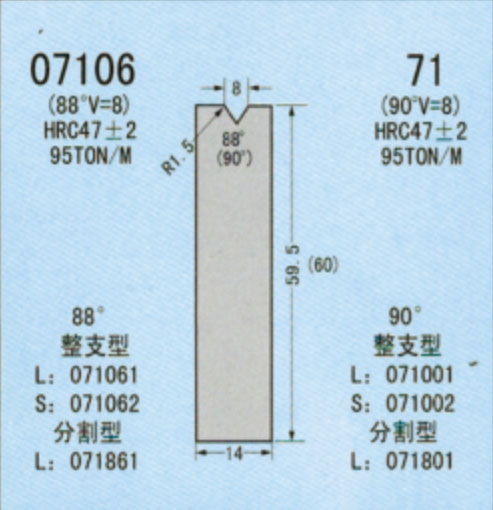
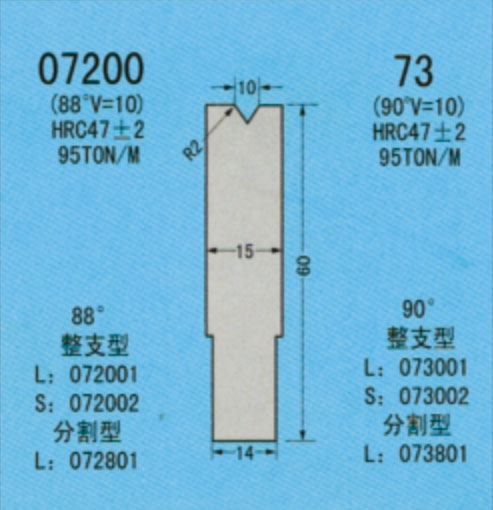
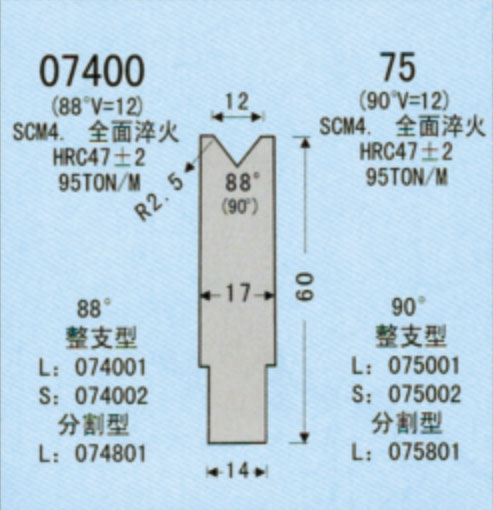
| 板厚(mm) | 1.0 | 1.6 | 2.0 | 2.3 |
| v槽寬度(mm) | 6 | 8 | 10 | 12 |
| 壓力(ton) | 40 | 70 | 100 | 120 |
| 折彎半徑(外側) | 1.7 | 2.6 | 3.2 | 3.7 |

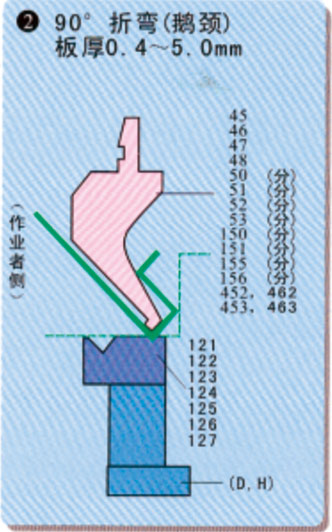
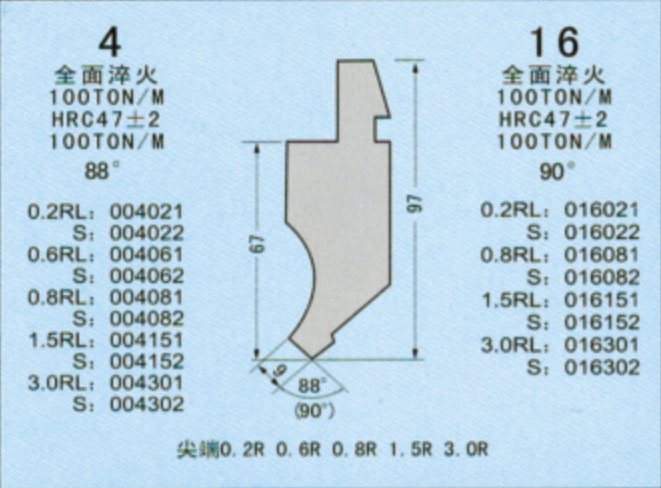
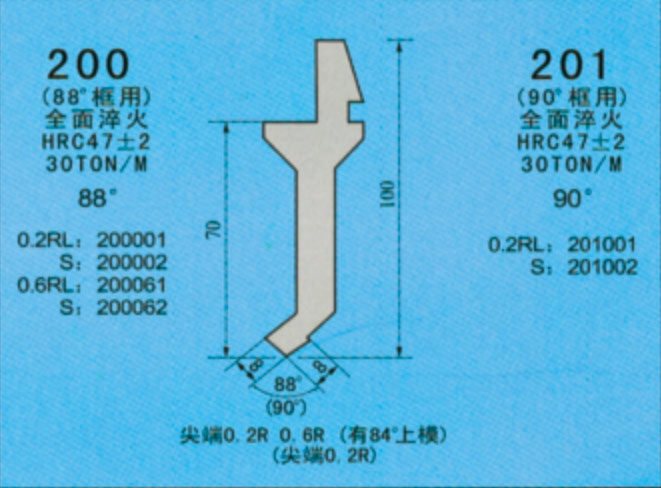
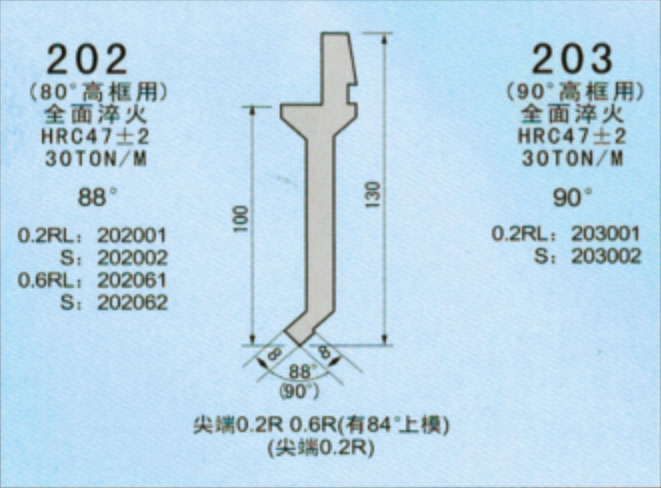
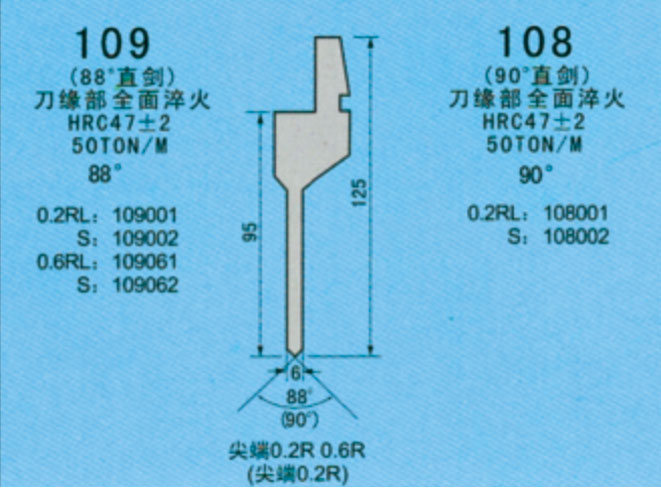
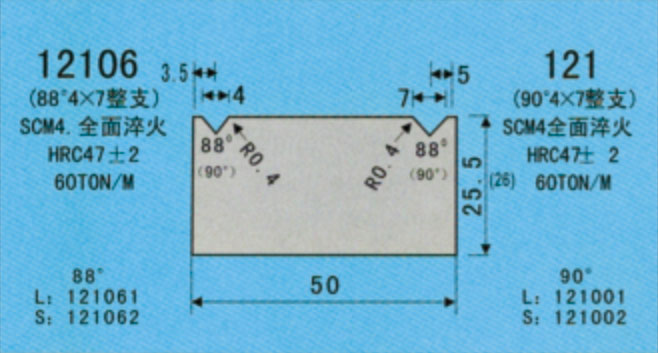
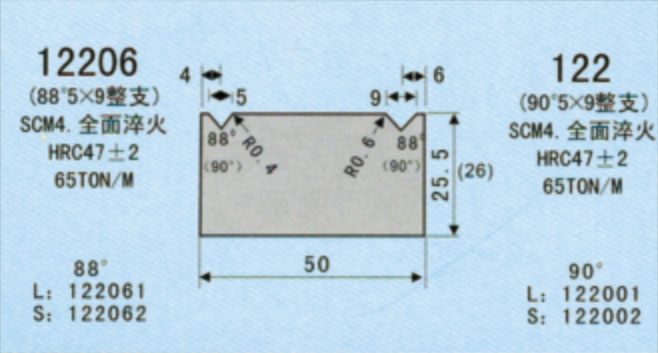
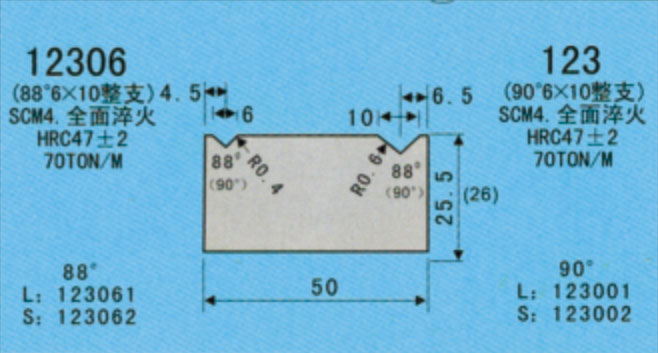
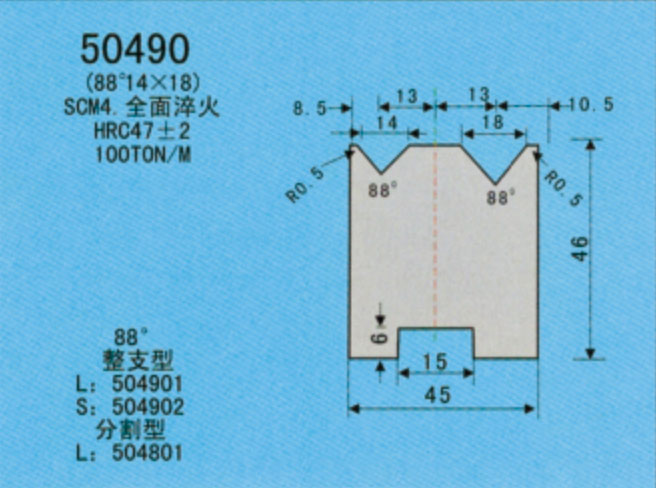
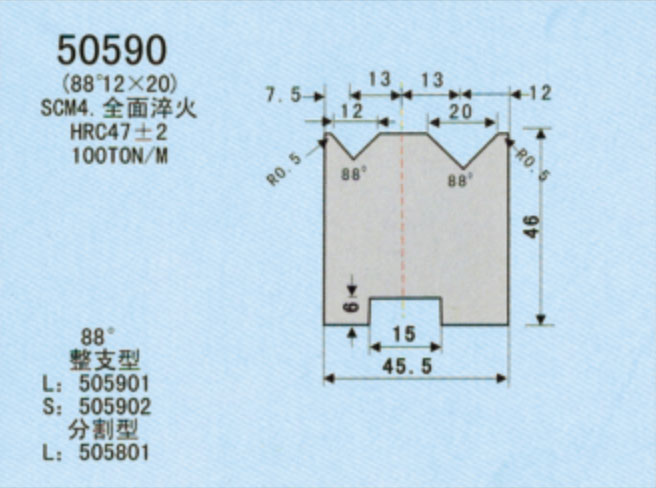
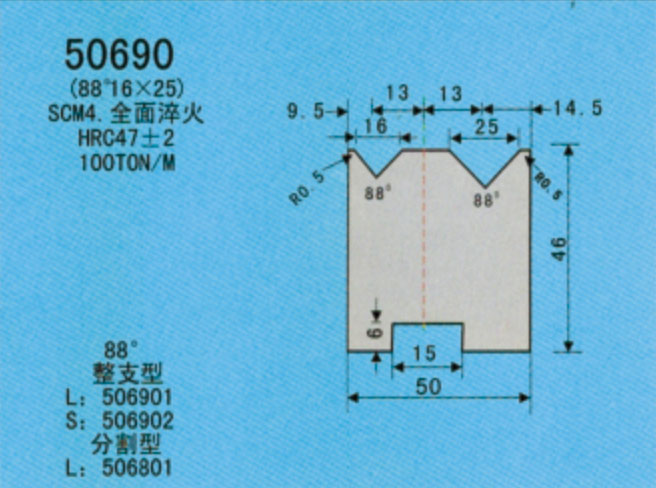
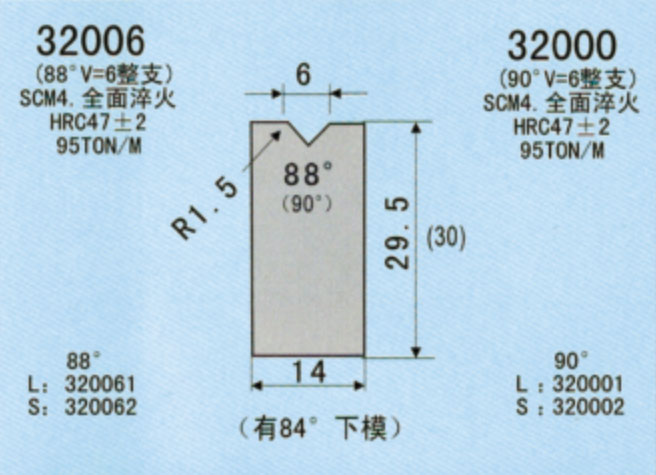
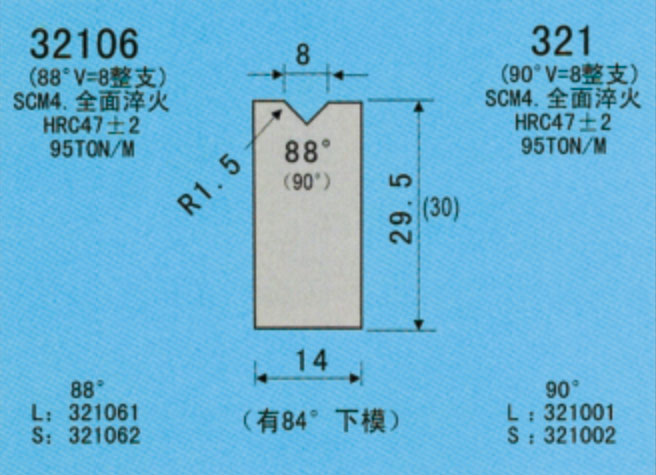
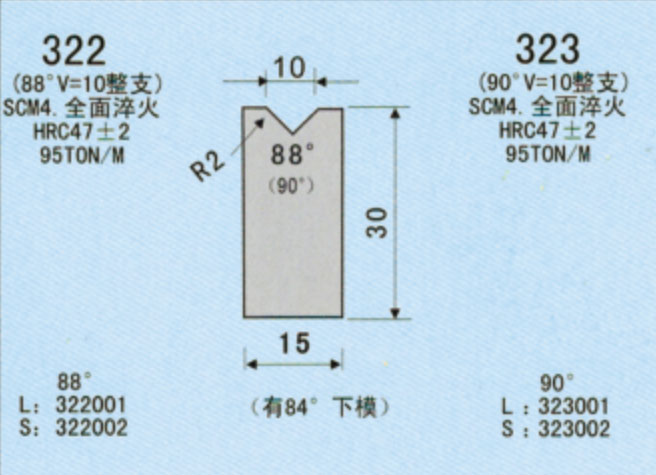
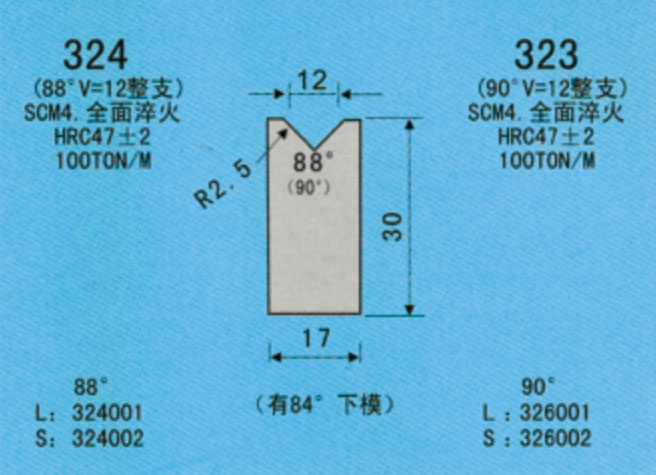
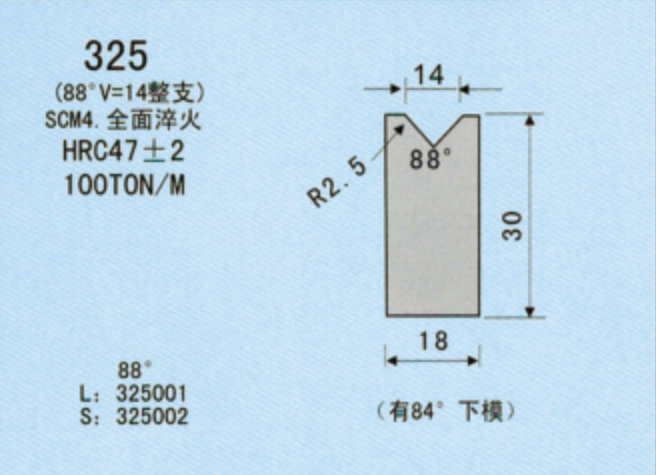
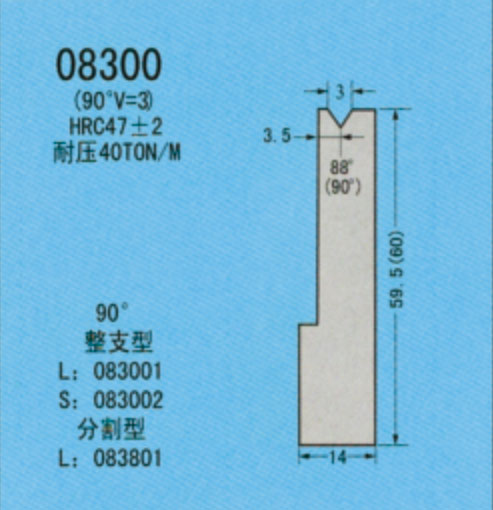
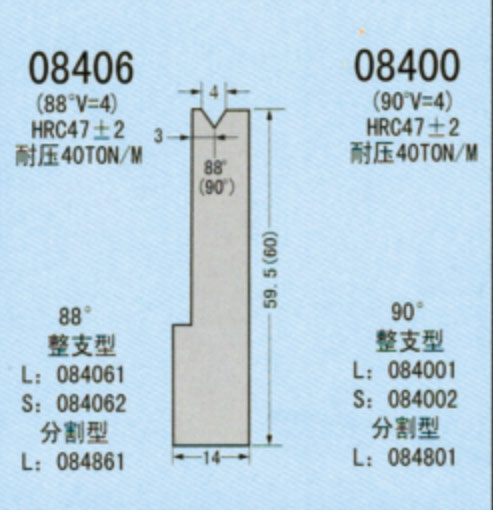
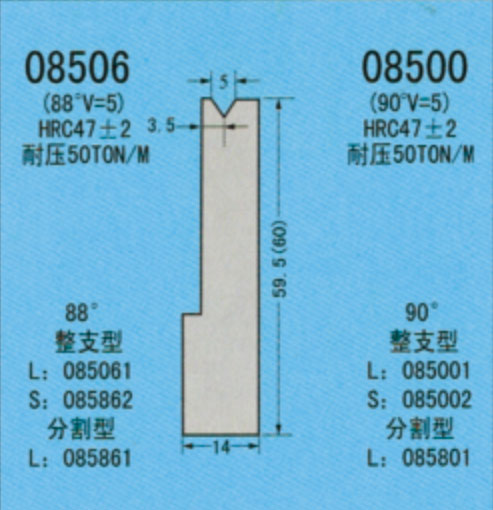
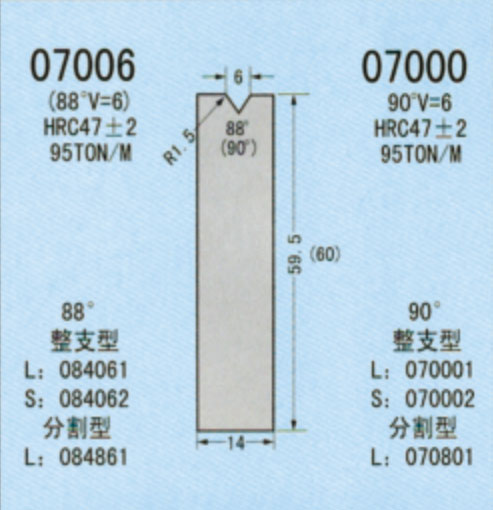
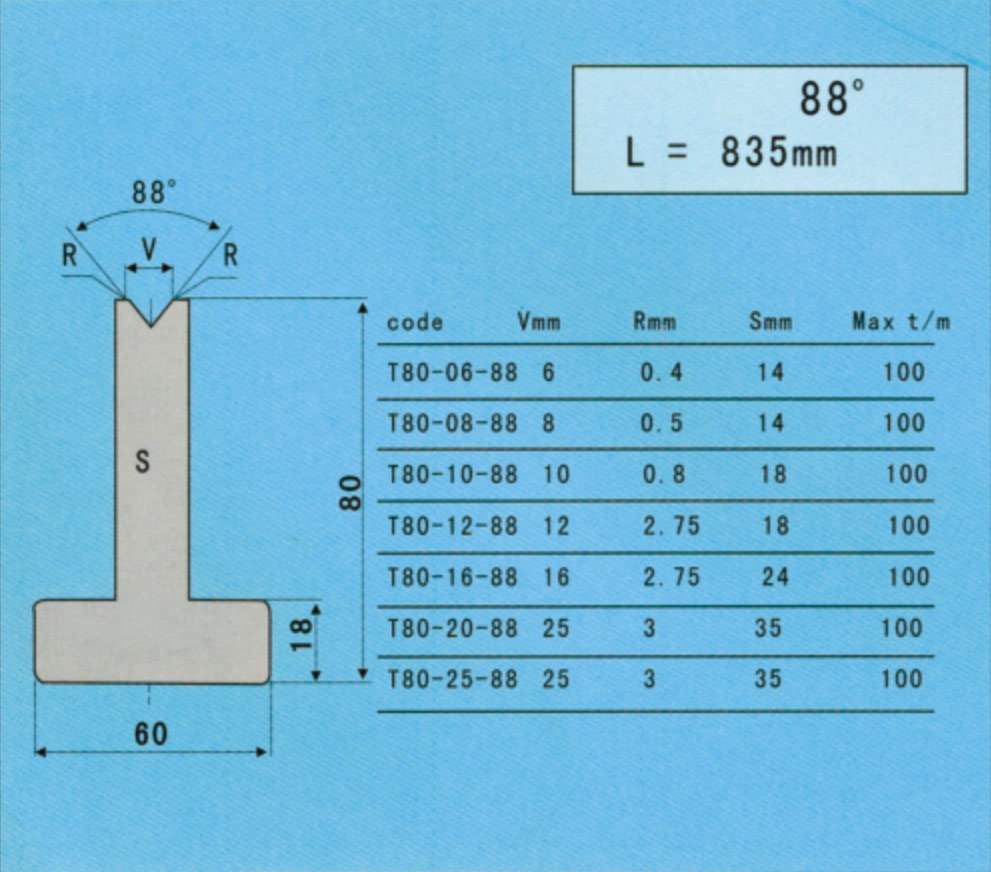
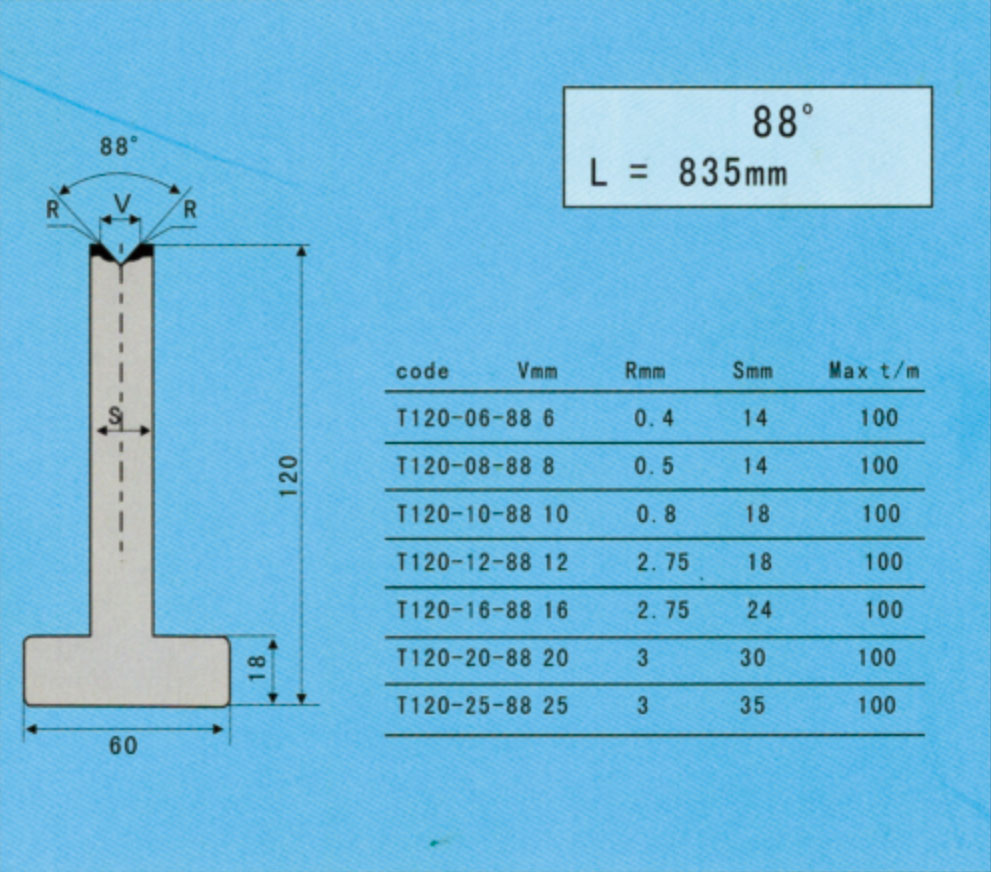
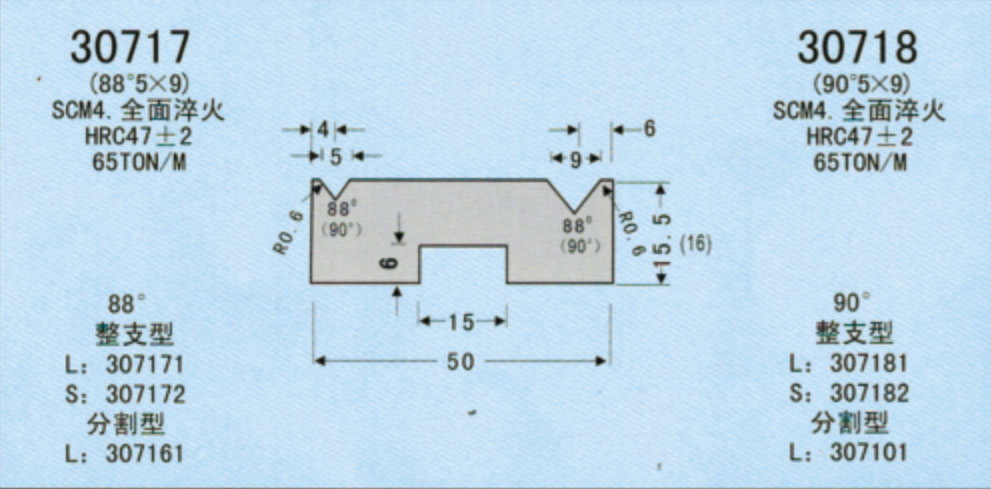
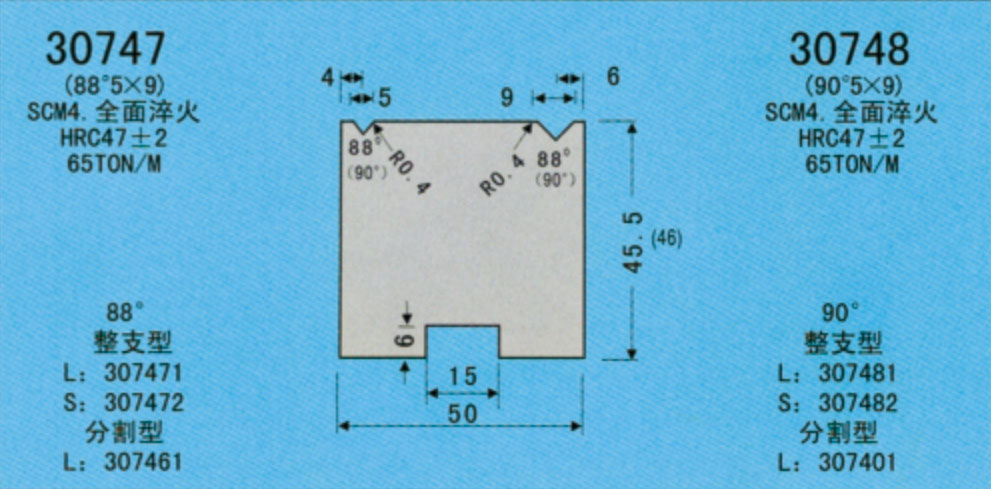
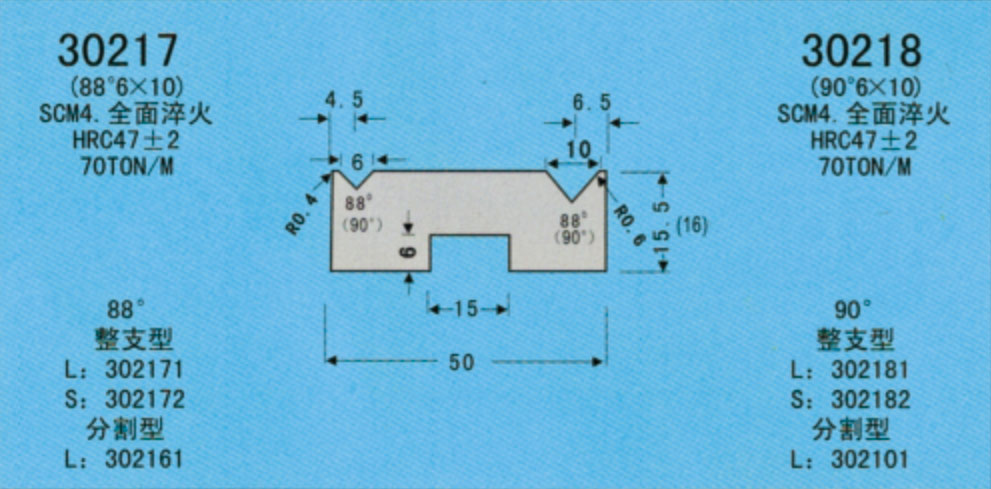
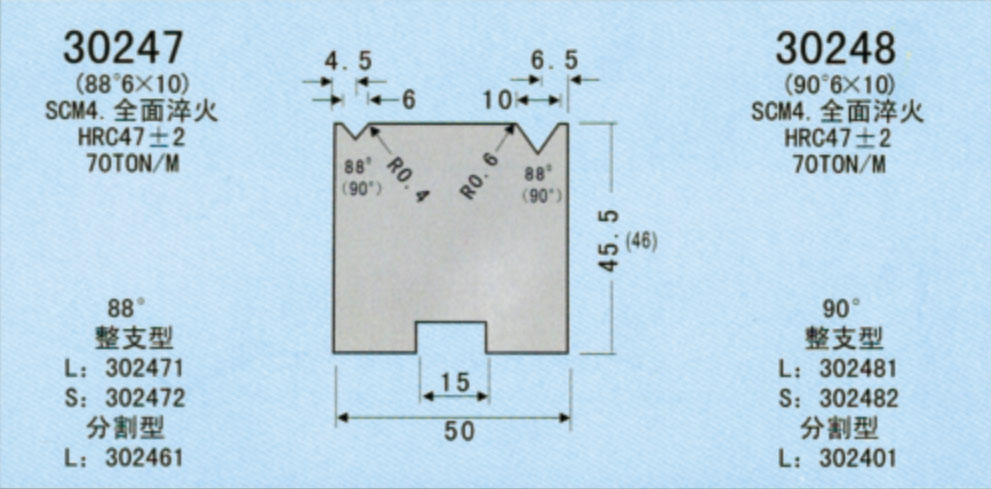
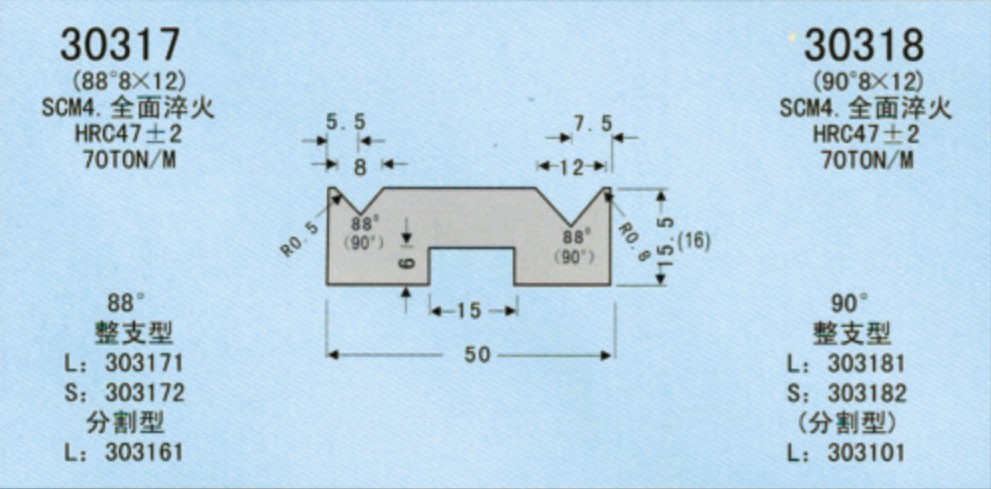
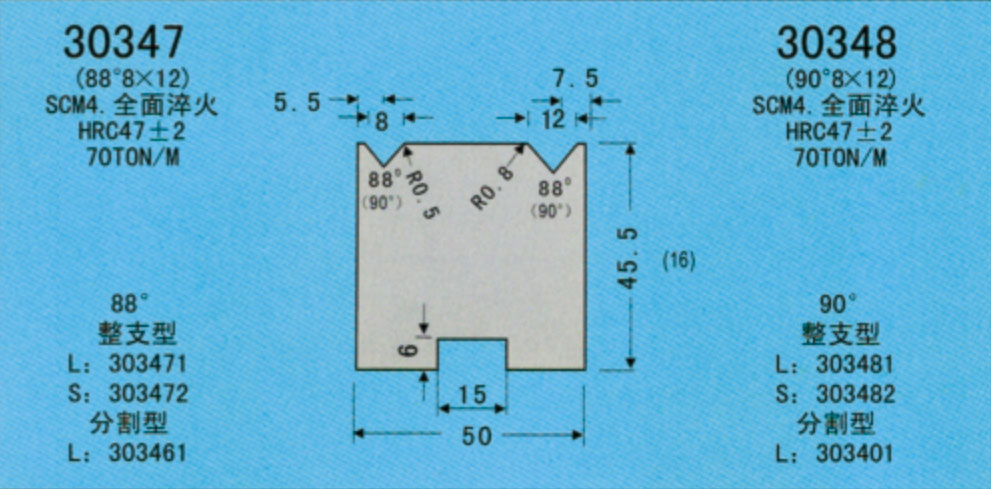
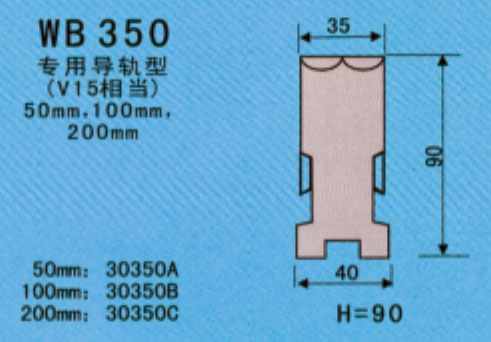
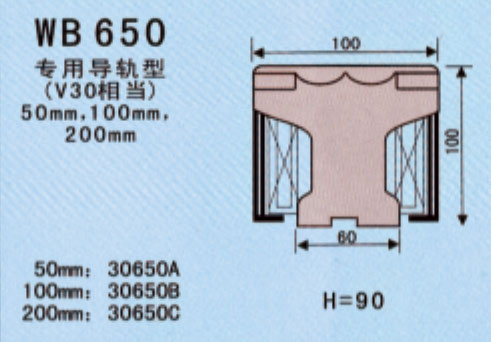
尖端角度88°(90°) L=835mm S=415mm

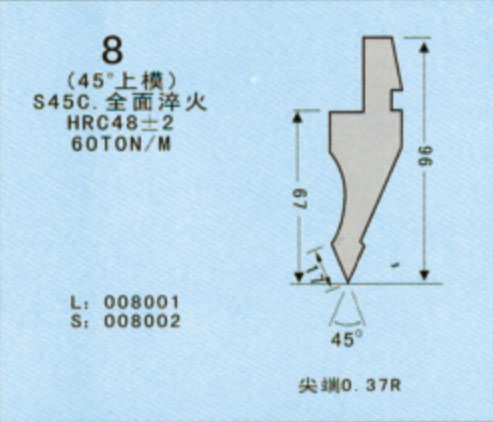
尖端角度60° L=45° S=30°
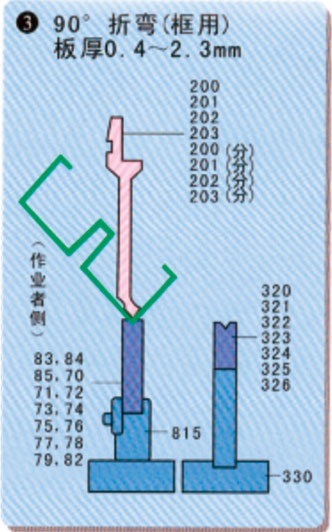
螺旋固定式L = 835mm S=415
L = 835mm S=415
L = 835mm S=415
L = 835mm S=415
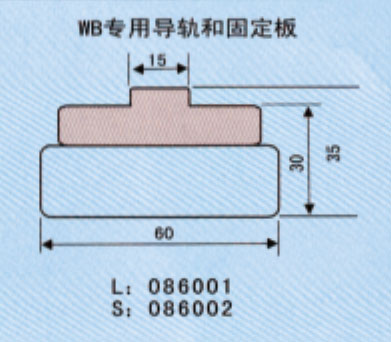
導軌固定式L = 835mm S=415
L = 835mm S=415
L = 835mm S=415


 EN
EN








